
輥筒溫度對壓延工藝各因素的影響
輥筒溫度對壓延工藝各因素的影響
輥筒沿輥面輥向溫度不均對壓延制品精度的影響
在生產實踐中發現,低速運轉時,熱量通常是由輥筒向制品傳遞,而速度增加時,熱量方向傳遞;輥筒中部溫度往往要比兩端高;輥筒運轉過程中,受物料橫向壓力發生彎曲變形的影響,壓延制品橫向中部理應偏厚,但是,制品中部偏薄的現象卻更頻繁的出現,如圖所示,
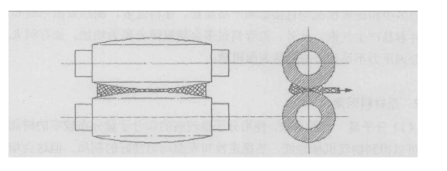
輥面溫度差對制品精度的影響
壓延機的操作溫度相對較高。若其輥筒在工作時沿輥筒全長溫度的分布不均勻時,壓延輥筒的中部溫度總是高于其兩端的溫度,因而輥筒中部處的溫度變形大于兩端的溫度變形,這使得輥筒間隙出現如上圖所示的中部小而兩端大的不均等現象。
可見溫度不均對制品厚度均勻性的影響十分客觀。為了使制品的質量穩定,制品在壓延加工過程中,按其工藝需要,溫度應維持在較準確的范圍之內,這就要求加熱媒介的熱能迅速的通過輥筒傳給制品,或將制品剪切而產生的過多的熱量通過輥筒讓傳導媒介帶走。
在實際的生產中,輥筒兩端的溫度常比中間的低,這是因為軸承的潤滑油帶走了部分熱量,另外輥筒也在不斷的向機架傳熱。因此,輥筒中部的膨脹程度較兩端的大,從而使輥隙產生中間薄、兩邊厚的形狀,導致壓延制品在橫向厚度不勻。
輥溫對壓延操作的影響
適宜的輥筒溫度是保障壓延工藝正常順利進行的基本條件之一,過高的輥溫會引起物料溫度不適當的上升,從而導致粘輥;而過低的輥溫則會使制品表面毛糙,有氣泡,甚至出現空洞。
壓延時,物料常粘附于高溫和快速的輥筒上。所以為了使物料能夠依次貼合輥筒,避免夾入氣泡而使薄膜不帶孔泡,壓延機各輥筒的溫度是不盡相同的,一般沿物料的運行方向,輥溫依次升高,即后續輥的溫度要高于前輥溫度(但最后兩輥的輥溫應接近,以便與制品的分離)
輥溫對橫壓力的影響
物料作用于輥筒的橫壓力是致使輥筒產生彈性變形的主要因素。在壓延過程中影響橫壓力的因素是多方面的,其中物料溫度和輥筒工作面溫度的變化對物料的可塑度和加工性質有很大影響。輥溫低,物料黏度大,則橫壓力大;反之亦然。可見輥筒溫度與橫壓力成反比關系,其相互關系如下圖所示。
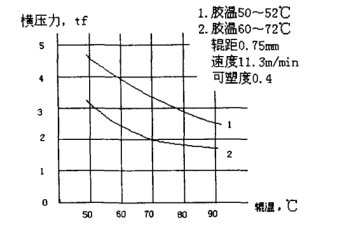
輥溫與橫壓力的關系(1tf=8.80665×103N)
輥溫對傳動功率的影響
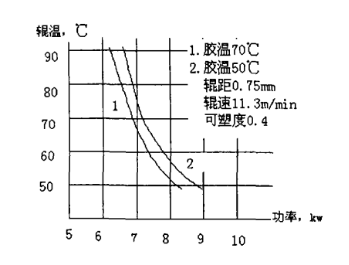
輥溫與功率的關系
壓延機的傳動功率是指驅動輥筒運轉所需要的功率,其值與被加工物料的性質、溫度、輥距、壓延速度、速比和工藝方法有關。它也是壓延機設計中的一個重要的參數。輥筒或物料的溫度越低,消耗的功率越大,如圖所示。
壓延機的傳動功率是指驅動輥筒運轉所需要的功率,其值與被加工物料的性質、溫度、輥距、壓延速度、速比和工藝方法有關。它也是壓延機設計中的一個重要的參數。輥筒或物料的溫度越低,消耗的功率越大,如圖所示。
在實際生產中,對壓延機的要求是壓延精度較高,制品厚度一致。要達到上述要求,就需要了解影響壓延精度和制品厚度的因素,然后在提出改進措施,以達到生產要求。輥筒表面溫度的分布情況是重要因素之一。一方面,輥筒表面的溫度分布不均會直接導致壓延制品厚度的不均,從而降低了壓延精度;另一方面,輥筒內外表面的溫度差異會引起溫度應力,溫度應力和彎曲應力的綜合作用,又會是輥筒產生撓度誤差,也會對壓延精度有較大的影響。
好了,輥溫對壓延工藝的影響我們就了解到這,如何合理的控制輥溫,相比與傳統的在輥筒內腔鋪設電加熱管,使用輥筒模溫機能更好地實現對輥筒的控溫,保證壓延工藝的高質量完成。







 人/次 網站管理
人/次 網站管理


 18817667889
18817667889一鍵撥號 立即電話咨詢


